مقالات
جوشکاری آرگون – همه چیز درباره ی جوشکاری آرگون

فوریه
جوشکاری آرگون – همه چیز درباره ی جوشکاری آرگون
برخلاف روش MMA، جوش آرگون به شما امکان می دهد درزهای دقیق تری ایجاد کنید که نیازی به تمیز کردن ندارند. همچنین برای خرید لوازم آرگون از وولکانو میتوانید کلیک کنید .حتی این روش می تواند تا هشت نوع فلز را به هم متصل کند. مقاله ما به شما کمک می کند دستگاه جوشکاری را برای جوشکاری آرگون-قوس انتخاب کنید تا برای نیازهای شما مناسب باشد و رتبه بندی مدل های قبلاً آزمایش شده را که دارای نظرات مثبت هستند و همچنین جوشکارهایی مانند ویژگی های آنها نشان می دهد.
اصل عملکرد جوشکاری آرگون
در نامگذاری بین المللی، روش آرگون-آرک دارای مخفف TIG است. این به طور فعال در تولید و در کارگاه ها استفاده می شود. با آن قطعات ترک خورده خودرو متصل می شوند (مخزن روغن، بلوک های خنک کننده موتور)، ظروف جمع آوری شده برای صنایع غذایی و شیمیایی، ریل حوله استیل ضد زنگ، کلکتورها، فیلترهای مایعات و غیره ساخته می شود. در گاراژ، چنین دستگاهی می تواند با موفقیت انجام شود. انجام تعمیرات بدن یا تولید محصولات کوچک.
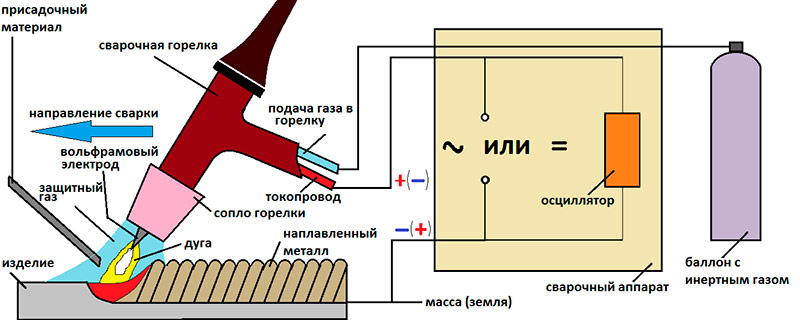
اصل جوشکاری آرگون اتصال فلزات با قوس الکتریکی در محیط گاز بی اثر است. برای این فرآیند، به منبع جریانی نیاز دارید که ولتاژ را کاهش داده و آمپر را افزایش دهد. جریان به مشعل مجهز به الکترود تنگستن عرضه می شود. غیر مصرفی است، بنابراین جوشکار راحت تر طول قوس را که باید ۲-۵ میلی متر باشد کنترل کند. کابل جرمی به محصول متصل می شود.
لمس انتهای سوزن تنگستن به قسمت، یک قوس الکتریکی را تحریک می کند. برای درزهای نازک، ارتعاشات عرضی لازم نیست – الکترود به آرامی اجرا می شود، از راست به چپ در امتداد خط درز، سطح مفصل مانند یک آینه صاف است. اگر بین قطعات شکاف وجود داشته باشد یا نیاز به گسترش مرزهای درز باشد، در هنگام هدایت مشعل، جوشکار لرزش های جزئی در طرفین ایجاد می کند و حوضچه جوش را کشیده می شود. این به شکل گیری فلس های کوچک کمک می کند.

دمای قوس بسته به قدرت فعلی بین ۲۰۰۰ تا ۵۰۰۰ درجه متغیر است. این اجازه می دهد تا لبه های فلز را ذوب کرده و آن را با یک درز نازک وصل کنید. برای تقویت طرح از سیم پرکننده استفاده می شود که توسط دست دوم جوشکار وارد حوضچه جوش می شود. بنابراین، می توانید ارتفاع غلتک را افزایش دهید، به درز شکلی فلس دار بدهید، و حتی برای ماشینکاری بعدی، سطح فلزی را انجام دهید (شیارکاری روی ماشین تراش، سنگ زنی).
گاز بی اثر آرگون برای محافظت از حوضچه جوش در برابر محیط خارجی استفاده می شود. از سیلندر به مشعل می رسد و هوای معمولی را جابجا می کند. این امر باعث از بین رفتن منافذ در ساختار جوش می شود. اتصال محکم و بادوام است. به موازات آن، گاز محافظ الکترود تنگستن و نازل سرامیکی را خنک می کند تا بیش از حد گرم نشوند. در مرحله آخر، زمانی که قوس خاموش می شود، آرگون به سفت شدن درز کمک می کند.
مزایا و معایب روش TIG
روش TIG مزایای آشکاری نسبت به سایر روش های جوشکاری دارد، اما کار با دستگاه جوش آرگون دارای معایبی است که هنگام انتخاب این روش جوشکاری باید برای آنها آماده باشید.
تجهیزات برای جوشکاری آرگون باید بر اساس وظایف آتی و حجم آنها انتخاب شوند. در غیر این صورت، می توانید یک واحد خیلی ضعیف بخرید، یا برعکس، برای پتانسیلی که استفاده نشده باقی می ماند، اضافه پرداخت کنید. ابتدا بیایید در مورد انتخاب منبع فعلی صحبت کنیم.
نحوه انتخاب دستگاه جوش برای جوشکاری TIG
دستگاه جوش آرگون یک اینورتر متصل به شبکه ۲۲۰ یا ۳۸۰ ولت است که چندین بار جریان را از متناوب به مستقیم تبدیل می کند و فرکانس آن را افزایش می دهد. در داخل از چندین ترانسفورماتور، پل های دیودی و یک صفحه کلید استفاده شده است. همه اینها به وزن کم ۴-۳۰ کیلوگرم و درز با کیفیت بالا کمک می کند.
اگر به دستگاهی برای جوشکاری در گاراژ نیاز دارید، مدل ۲۲۰ ولت را انتخاب کنید. برای تولید، ولتاژ ۳۸۰ ولت بهینه است. وزن ۴-۸ کیلوگرم برای فعالیت در فضای باز و کار در ارتفاع و همچنین با ساختارهای حجیم در استفاده ثابت، وزن مهم نیست. هنگام انتخاب اینورتر برای جوش آرگون به پارامترها و گزینه های تجهیزات زیر توجه کنید.

نوع فلز و جریان جوش
اینورتر یک جریان مستقیم را در خروجی تولید می کند. این امکان جوشکاری عالی فولادهای سیاه، فولاد ضد زنگ، چدن، مس و حتی آلیاژهای تیتانیوم را فراهم می کند.
اما اتصال آلومینیوم و آلیاژهای آن با چنین دستگاهی کارساز نخواهد بود. مشکل یک فیلم اکسید است که نقطه ذوب آن بیش از ۲۰۰۰ درجه است، اگرچه خود فلز پس از ۶۶۰ درجه سیال می شود. برای جوشکاری آلومینیوم، یک اینورتر AC / DC جهانی مورد نیاز است که می تواند به جریان متناوب تبدیل شود. به همین دلیل اکسید روی سطح به راحتی از بین می رود و فلز پایه از دمای بالای قوس نمی سوزد.
محدوده جریان جوشکاری
محدوده قدرت فعلی (A) تعیین می کند که قطعات کار چقدر ضخامت دارند. در اینجا، هر دو شاخص بالا و پایین مهم هستند. مقدار متوسط محاسبه شده ۳۵ A برای هر ۱ میلی متر ضخامت فلز است. به عنوان مثال، اگر لوله ها و پروفیل هایی را که سطح دیوار آنها از ۲ میلی متر بیشتر نباشد جوش می دهید، ۷۰ A کافی است. یک دستگاه آرگون با حداکثر مقدار ۱۶۰ A هر نوع جوشکاری مورد نیاز برای قطعات کار با ضخامت تا ۴ میلی متر را پوشش می دهد. هنگامی که لازم است قطعات کار ۵-۷ میلی متر را با جوش آرگون به هم وصل کنید، سپس یک اینورتر با حداکثر ۲۰۰-۲۵۰ A انتخاب کنید.
حداقل مقداری که می توان جریان را به آن کاهش داد، بر توانایی جوشکاری فلز نازک تأثیر می گذارد. به عنوان مثال، دستگاه های آرگون با آستانه پایین تر ۵ A وجود دارد. این برای دم کردن قلع با مقطع ۰٫۶ میلی متر کافی است. مدل هایی با نرخ کمتر ۲۰-۳۰ A قادر به این کار نیستند.
حالت پالس
انتخاب دستگاه آرگون با چنین عملکردی برای جوشکاری بهتر فلزات نازک ضروری است. حالت پالس شامل جریان جوش متناوب و مکث است. این امر حرارت ورودی را کاهش می دهد، تغییر شکل و تاب برداشتن قطعه را کاملاً از بین می برد. فرکانس تغییر پالس را می توان تنظیم کرد که سرعت جوش را تعیین می کند. این حالت هنگام ترکیب آلومینیوم نیز مورد تقاضا است، زیرا جریان زیاد اکسید را از بین می برد و کاهش قدرت در طول مکث مانع از سوختن فلز پایه می شود.
شدت استفاده (مدت زمان گنجاندن)
به عبارت دیگر، این پارامتر طول مدت درج نامیده می شود و به صورت درصد نشان داده می شود. به عنوان مثال، با یک دستگاه آرگون ۴۰٪ PV، ۴ دقیقه از ده دقیقه کار می کند. اگر بیشتر از آن استفاده کنید، بیش از حد گرم می شود و محافظ کار می کند. تجهیزات به زور خاموش می شوند تا زمانی که کاملاً خنک شوند. هنگامی که فرآیندهای آماده سازی زیادی در کار وجود دارد، سلب کردن، برش خالی ها، پس یک PV 40٪ کافی است. اینورتر در چنین مکث هایی زمان خواهد داشت تا خنک شود. اگر جوشکار به طور مداوم کار می کند و تمام فرآیندهای آماده سازی توسط دیگران انجام می شود، دستگاه تولیدی تری با چرخه کاری ۸۰ یا ۱۰۰٪ مورد نیاز است. آن وقت کار بیکار نخواهد ماند.
اما مدت زمان سوئیچینگ در حداکثر جریان اندازه گیری می شود، بنابراین مدل دارای ۳۰۰ A با PV 60٪ است، با کاهش جریان جوش به ۲۰۰ A، PV 100٪ خواهد بود. بنابراین هنگام تعیین شدت استفاده، هنوز ارزش دارد که در نظر بگیرید که چه جریان عملیاتی برای کارهای روزمره مورد نیاز است.
توابع اضافی
دستگاه های جوش آرگون را می توان به برخی عملکردها مجهز کرد که فرآیند را تسهیل می کند یا کیفیت درز را افزایش می دهد. البته هرچه امکانات تجهیزات بیشتر باشد، قیمت آن بیشتر است، بنابراین باید به این فکر کنید که هر عملکرد در یک مورد خاص چقدر مورد نیاز است.
